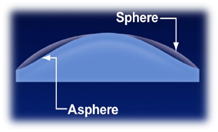
非球面研削加工の工程
- 始めに非球面研削のための砥石を選択します。用途に応じて、ボール型、ホイール型、カップ型の砥石を選択できます。(下の写真参照)
 ボール型砥石 |
 ホイール型砥石 |
 カップ型砥石 |
- 設計値(ワーク寸法、曲率半径、非球面係数など)を入力し加工条件を設定し、ワークをセットします。
- 初めに粗い砥石で近似球面の加工を行い、その後仕上げ砥石で非球面加工を行います。
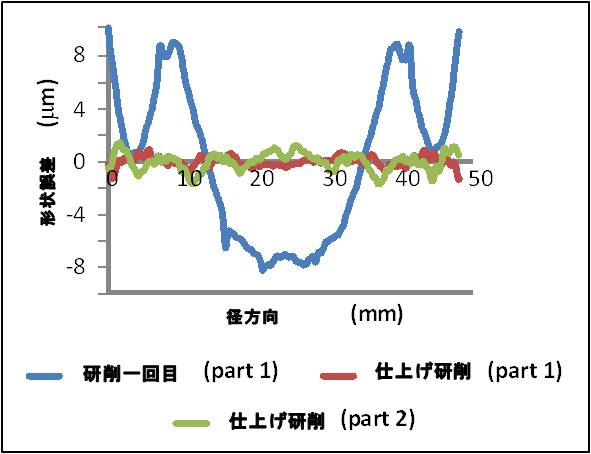
- 加工後測定機で面形状を測定しますが、この時点ではツールの形状誤差などが正確にはわかりませんので、加工形状にも誤差がのります。(グラフの青い線)
- 次にこの誤差量に自動補正を加えて2回目の研削を行います。(グラフの赤い線)
- 2個目の加工以降は同じ補正値を初めから考慮して加工しますので、一度の加工で誤差の少ない形状に仕上がります。(グラフの緑の線)
- 残った2ミクロン程度の形状誤差はUFFで短時間に仕上げることができます。その際、形状補正に加え、加工ダメージ層やツールマークの除去も同時に行います。(UFF研磨技術の紹介ページ参照)